Метрическая резьба ISO - ISO metric screw thread
Эта статья нужны дополнительные цитаты для проверка. (Июль 2009 г.) (Узнайте, как и когда удалить этот шаблон сообщения) |
В Метрическая резьба ISO это наиболее часто используемый тип универсального резьба Мировой.[1] Они были одними из первых международные стандарты согласился, когда Международная организация по стандартизации (ISO) была основана в 1947 году.[нужна цитата ]
Обозначение «M» для метрических винтов указывает на номинальный внешний диаметр винтовой резьбы в миллиметрах (например, винт M6 имеет номинальный внешний диаметр 6 миллиметров).
Базовый профиль
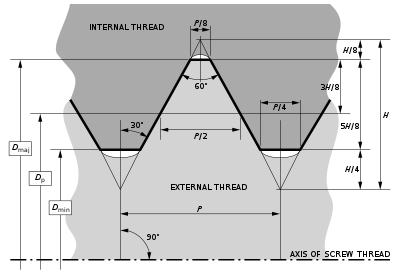
Принципы проектирования метрических резьбовых соединений ISO общего назначения (резьбы серии «M») определены в международном стандарте ISO 68-1.[2] Каждая нить характеризуется своим большой диаметр, D (Dмайор на схеме), а его подача, п. Метрическая резьба ISO состоит из симметричной V-образной резьбы. В плоскости оси резьбы боковые стороны V расположены под углом 60 ° друг к другу. Глубина резьбы 0,54125 × шаг. Самый дальний1⁄8 и самое сокровенное1⁄4 высоты ЧАС V-образной формы срезаются с профиля.
Соотношение между ростом ЧАС и поле п находится с помощью следующего уравнения, где θ составляет половину включенного угла резьбы, в данном случае 30 °:[3]

или же

Во внешней (наружной) резьбе (например, на болте) наибольший диаметр Dмайор и малый диаметр Dмин определять максимум размеры резьбы. Это означает, что внешняя резьба должна заканчиваться ровно на Dмайор, но можно округлить до меньшего диаметра Dмин. И наоборот, во внутренней (внутренней) резьбе (например, в гайке) большой и малый диаметры равны минимум размеры; поэтому профиль резьбы должен заканчиваться ровно на Dмин но можно округлить Dмайор.
Меньший диаметр Dмин и эффективный делительный диаметр Dп выводятся из основного диаметра и шага как

Обозначение
Метрическая резьба ISO обозначается буквой M, за которой следует значение номинального диаметра. D (максимальный диаметр резьбы) и шаг п, оба выражены в миллиметрах и разделены знаком дефиса, - (например, M8-1.25). Если шаг - это обычно используемый «крупный» шаг, указанный в ISO 261 или ISO 262, его можно не указывать (например, M8). Длина крепежного винта или болта обозначается следующим Икс и длина выражается в миллиметрах (например, M8-1,25x30 или M8x30). Классы допуска, определенные в ISO 965-1 При необходимости к этим обозначениям могут быть добавлены (например, M500– 6g с внешней резьбой).
Внешняя резьба обозначается строчной буквой g или h. Внутренняя резьба обозначается прописными буквами G или H.
Предпочтительные размеры
ISO 261 указывает подробный список предпочтительных комбинаций внешнего диаметра D и шаг п для метрической резьбы ISO. Столбец 1-го выбора соответствует (приблизительно) серии R10 из ISO 3, а столбец 2-го выбора - округленные значения из серии R20 из ISO 3.[4][5]
ISO 262 определяет более короткий список размеров резьбы - подмножество ISO 261.[6]
| Номинальный диаметр D (мм) | Подача п (мм) | Номинальный диаметр D (мм) | Подача п (мм) | |||||
|---|---|---|---|---|---|---|---|---|
| 1-й выбор | 2-й выбор | Грубый | Отлично | 1-й выбор | 2-й выбор | Грубый | Отлично | |
| 1 | 0.25 | 0.2 | 16 | 2 | 1.5 | |||
| 1.2 | 0.25 | 0.2 | 18 | 2.5 | 2 или 1,5 | |||
| 1.4 | 0.3 | 0.2 | 20 | 2.5 | 2 или 1,5 | |||
| 1.6 | 0.35 | 0.2 | 22 | 2.5 | 2 или 1,5 | |||
| 1.8 | 0.35 | 0.2 | 24 | 3 | 2 | |||
| 2 | 0.4 | 0.25 | 27 | 3 | 2 | |||
| 2.5 | 0.45 | 0.35 | 30 | 3.5 | 2 | |||
| 3 | 0.5 | 0.35 | 33 | 3.5 | 2 | |||
| 3.5 | 0.6 | 0.35 | 36 | 4 | 3 | |||
| 4 | 0.7 | 0.5 | 39 | 4 | 3 | |||
| 5 | 0.8 | 0.5 | 42 | 4.5 | 3 | |||
| 5.5 DIN13 & ISO[5] | 0.9 | 0.5 | 45 | 4.5 | 3 | |||
| 6 | 1 | 0.75 | 48 | 5 | 3 | |||
| 7 | 1 | 0.75 | 52 | 5 | 4 | |||
| 8 | 1.25 | 1 или 0,75 | 56 | 5.5 | 4 | |||
| 10 | 1.5 | 1,25 или 1 | 60 | 5.5 | 4 | |||
| 12 | 1.75 | 1,5 или 1,25 | 64 | 6 | 4 | |||
| 14 | 2 | 1.5 | ||||||
«Крупный» шаг - это обычно используемый по умолчанию шаг для данного диаметра. Кроме того, определены один или два меньших «мелких» шага для использования в приложениях, где высота обычного «крупного» шага была бы неподходящей (например, резьба в тонкостенных трубах). Термины «грубый» и «тонкий» не имеют (в данном контексте) никакого отношения к производственному качеству нити.
В дополнение к крупной и мелкой резьбе существует еще одно подразделение на сверхтонкую или «сверхтонкую» резьбу с резьбой с очень мелким шагом. Метрическая резьба со сверхтонким шагом иногда используется в автомобильных компонентах, таких как стойки подвески, и обычно используется в авиационной промышленности. Это потому, что сверхтонкая резьба более устойчива к расшатыванию из-за вибрации.[7] Тонкие и сверхтонкие нити также имеют большую малый диаметр чем крупная резьба, что означает, что болт или шпилька имеет большую площадь поперечного сечения (и, следовательно, большую несущую способность) при том же номинальном диаметре.
Размеры гаечного ключа (гаечного ключа)
Ниже приведены некоторые распространенные размеры гаечных ключей для метрической винтовой резьбы. Ширина шестигранной головки (ширина по плоскости, размер гаечного ключа) для DIN 934 шестигранные гайки и болты с шестигранной головкой. Могут использоваться другие (обычно меньшие) размеры из-за снижения веса и стоимости.
| Размер гаечного ключа (гаечного ключа) (мм) | |||||
|---|---|---|---|---|---|
Нить |  Шестигранная гайка и болт | Винт с головкой под торцевой ключ | 
|  Установите, или зажмите, винт | |
| ISO | DIN | ||||
| M1 | - | 2.5 | - | - | - |
| M1.2 | - | 3 | - | - | - |
| M1.4 | - | 3 | 1.25 | - | 0.7 |
| M1.6 | 3.2 | 3.2 | 1.5 | 0.9 | 0.7 |
| M2 | 4 | 4 | 1.5 | 1.25 | 0.9 |
| M2,5 | 5 | 5 | 2 | 1.5 | 1.3 |
| M3 | 5.5 | 5.5 | 2.5 | 2 | 1.5 |
| M3.5 | 6 | 6 | - | - | - |
| M4 | 7 | 7 | 3 | 2.5 | 2 |
| M5 | 8 | 8 | 4 | 3 | 2.5 |
| M6 | 10 | 10 | 5 | 4 | 3 |
| M7 | 11 | 11 | - | - | - |
| M8 | 13 | 13 | 6 | 5 | 4 |
| M10 | 16 | 17 | 8 | 6 | 5 |
| M12 | 18 | 19 | 10 | 8 | 6 |
| M14 | 21 | 22 | 10 | - | - |
| M16 | 24 | 24 | 14 | 10 | 8 |
| M18 | 27 | 27 | 14 | 12 | - |
| M20 | 30 | 30 | 17 | 12 | 10 |
| M22 | 34 | 32 | 17 | 14 | - |
| M24 | 36 | 36 | 19 | 14 | 12 |
| M27 | 41 | 41 | 19 | 17 | 14 |
| M30 | 46 | 46 | 22 | 17 | 14 |
| M33 | 50 | 50 | 24 | - | - |
| M36 | 55 | 55 | 27 | - | - |
| M39 | 60 | 60 | - | - | - |
| M42 | 65 | 65 | 32 | - | - |
| M45 | 70 | 70 | - | - | - |
| M48 | 75 | 75 | 36 | - | - |
| M52 | 80 | 80 | 36 | - | - |
| M56 | 85 | 85 | 41 | - | - |
| M60 | 90 | 90 | - | - | - |
| M64 | 95 | 95 | 46 | - | - |
Стандарты
Международный
- ISO 68-1: Резьба ISO общего назначения - Основной профиль - Метрическая резьба.
- ISO 261: Метрическая резьба ISO общего назначения - Общий план.
- ISO 262: Метрическая резьба ISO общего назначения - Выбранные размеры для винты, болты и орехи.
- ISO 965: Метрическая резьба ISO общего назначения - Допуски[8]
- ISO 965-1: Принципы и основные данные
- ISO 965-2: Пределы размеров для наружной и внутренней резьбы общего назначения.
- ISO 965-3: Отклонения для конструкционной винтовой резьбы
- ISO 965-4: Пределы размеров наружной резьбы горячего цинкования для стыковки с внутренней резьбой, нарезанной с положением допуска H или G после цинкования
- ISO 965-5: Пределы размеров внутренней винтовой резьбы для сопряжения с внешней резьбой, оцинкованной горячим способом, с максимальным размером положения допуска h перед цинкованием
Национальный
- BS 3643: метрическая резьба ISO
- ANSI / ASME B1.13M: Метрическая резьба: профиль M
- ANSI / ASME B4.2-1978 (R2009): Предпочтительные метрические пределы и посадки
- Стр.519 DIN13
Смотрите также
- ASTM A325M
- ASTM F568M
- Винтовая резьба Британской ассоциации (BA)
- Британский стандартный цикл (BSC)
- Тонкая резьба британского стандарта (BSF)
- Британский стандарт трубной резьбы (BSP)
- Британский стандарт Уитворта (BSW) - британский стандарт резьбы с профилем 55 °.
- Контрольная резьба
- Инженерная терпимость
- Резьба для садового шланга
- Список размеров сверл и метчиков
- Национальная трубная резьба (ДНЯО)
- Национальная нить
- Номинальный размер
- Панцергевинде
- Резьба фотографического фильтра
- Предпочтительные метрические размеры
- Резьба
- Форма квадратной резьбы
- Угол резьбы
- Формы трапециевидной резьбы
- Стандартная резьба США
- Единый стандарт резьбы (UTS, UNC, UNF, UNEF и UNS) - стандарт резьбы США / Канады / Великобритании, использующий тот же профиль 60 °, что и метрическая резьба, но основанный на дюймах набор комбинаций диаметра / шага.
Рекомендации
- ^ Бизнес-план ISO / TC / 1, 2007-03-05, Версия 1.3. Таблица 3: Рыночная доля каждой винтовой резьбы, стр. 7.
- ^ ISO 68-1: 1998 Резьба ISO общего назначения. Основной профиль. Часть 1. Метрическая резьба.. Международная организация по стандартизации.
- ^ Оберг и др. 2000 г., п. 1706
- ^ ISO 261: 1998 ISO Метрическая резьба общего назначения - Общий план. Международная организация по стандартизации. 17 декабря 1998 г.
- ^ а б ISO и DIN13
- ^ ISO 262: 1998 Метрическая резьба ISO общего назначения - Выбранные размеры для винтов, болтов и гаек. Международная организация по стандартизации. 17 декабря 1998 г.
- ^ "Заключительный отчет" (PDF). ntrs.nasa.gov.
- ^ [1] ISO 965 в каталоге на официальном сайте ISO
Библиография
- Оберг, Эрик; Джонс, Франклин Д .; Horton, Holbrook L .; Райффель, Генри Х. (2000), Справочник по машинам (26-е изд.), Нью-Йорк: Industrial Press Inc., ISBN 0-8311-2635-3.